Plating for Solar Energy Components: Busbars and Junction Boxes
Solar installations must survive 25 years of punishing outdoor exposure while maintaining perfect electrical conductivity. Discover the electroplating finishes—specifically heavy Tin and Zinc-Nickel—that make utility-scale solar possible.
A utility-scale solar farm represents a massive engineering contradiction. It is fundamentally an array of highly sensitive, low-voltage electrical equipment that must be permanently installed outdoors, exposed to brutal UV radiation, driving rain, snow, and extreme temperature fluctuations.
Furthermore, investors calculate the ROI of a solar farm based on a 25-year operational lifespan. If the electrical connectors corrode or the mounting hardware rusts out after 10 years, the financial model collapses.
Surface finishing is the critical technology that allows sensitive electrical components to survive a quarter-century in the elements. This guide focuses on the specific plating requirements for solar busbars, junction boxes, and mounting infrastructure.
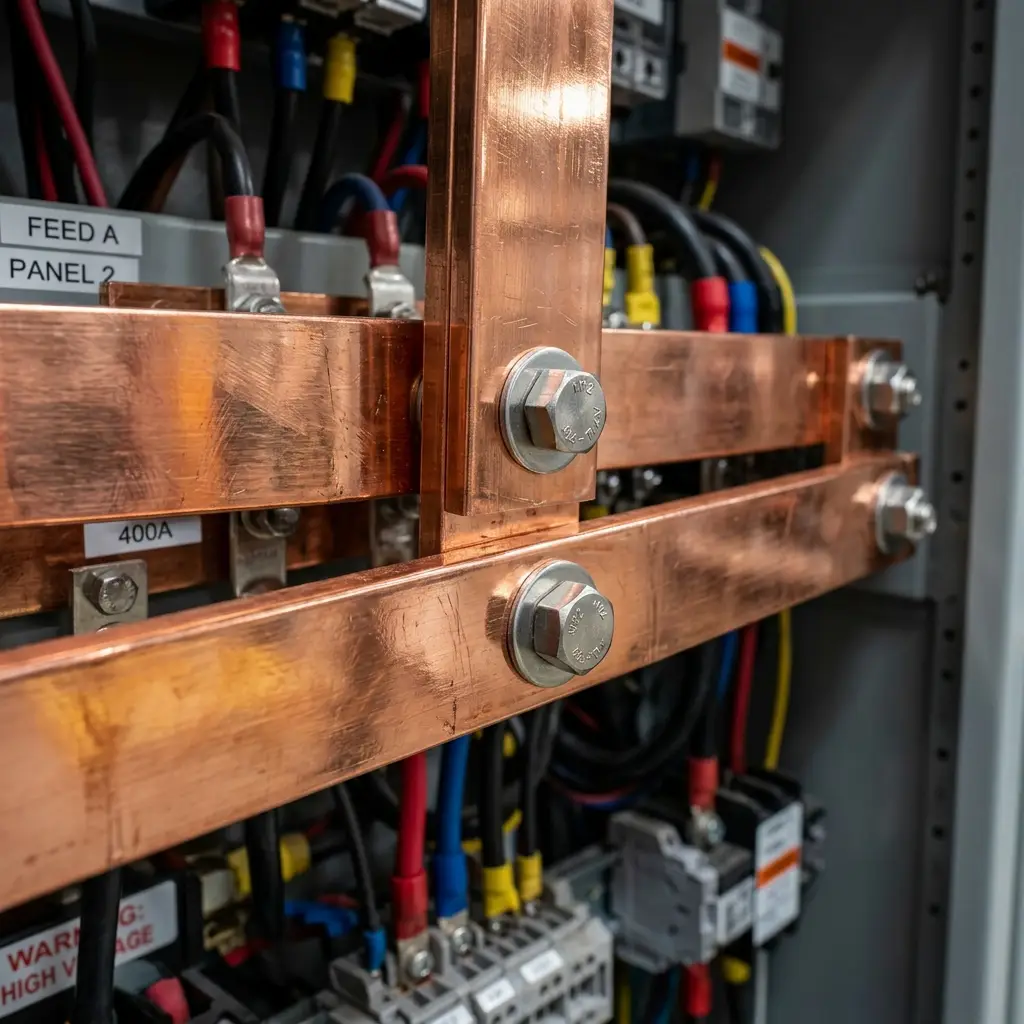
1. Plating Copper Busbars and Combiner Boxes
The heart of the solar electrical system is the combiner box, where the DC cables from dozens of solar panels converge onto thick copper busbars.
The Problem with Bare Copper
Bare copper is an excellent conductor, but it oxidizes rapidly. In an outdoor enclosure subject to high humidity and condensation, bare copper will quickly form a green/black oxide layer (patina). This oxide is highly resistive. It causes the bolted electrical connections to heat up, wasting valuable generated power and eventually posing a severe fire hazard.
The Solution: Heavy Tin Plating
To guarantee a 25-year, low-resistance connection, the copper busbars must be plated. The overwhelming industry standard is Electroplated Matte Tin.
- Why Tin? Tin is highly conductive, extremely ductile, and naturally prevents the underlying copper from oxidizing. It is also relatively inexpensive compared to Silver or Gold.
- The Thickness: Because these installations must last decades, a “flash” coating is insufficient. Solar busbars typically require a heavy tin deposit—often 8 \text µm to 15 \text µm thick.
- The Underplate: As discussed in our material guides, a Nickel Underplate (2 \text µm) is highly recommended before the tin. In the extreme heat generated inside a combiner box on a summer day in the desert, copper atoms will rapidly migrate through the tin layer, destroying it from the inside out. The nickel barrier prevents this migration, ensuring the tin remains pure and conductive for 25 years.
2. Plating Junction Box Terminals
The small junction box glued to the back of every solar panel contains the bypass diodes and the critical physical connections between the delicate silicon solar ribbons and the heavy exterior PV cables.
These internal terminals are typically stamped from brass or copper alloys.
- The Requirement: They must be highly solderable (to connect to the ribbons) and highly conductive.
- The Finish: They are almost universally plated with a Nickel Underplate followed by Matte Tin. The matte tin ensures perfect, low-temperature wave soldering during panel assembly, while the nickel prevents the zinc in the brass from migrating and destroying the solder joint.
3. Structural Mounting Hardware (Torque Tube Fasteners)
The massive steel structures that hold the solar panels and track the sun (solar trackers) require thousands of high-strength fasteners.
The Problem with Standard Zinc
Standard zinc-plated bolts with clear passivation are rated for indoor or mild outdoor exposure (perhaps 100 hours to white rust). In a humid, coastal, or high-UV solar farm environment, standard zinc bolts will show red rust within a few years, making maintenance and panel replacement impossible.
The Solution: Zinc-Nickel and Hot-Dip Galvanizing
- The Heavy Hardware: The massive structural beams and large foundation bolts are typically Hot-Dip Galvanized (HDG), covered in a massive 70 \text µm layer of zinc designed to last 50 years.
- The Precision Fasteners: HDG cannot be used on small, precision-threaded fasteners or structural tracker joints requiring tight tolerances and specific torque-tension relationships. For these critical fasteners, the industry mandates Zinc-Nickel Alloy Plating (12-15% Ni). Zinc-Nickel provides over 1,000 hours of salt spray resistance (matching the lifespan of HDG) while maintaining the ultra-thin 8 \text µm dimensional tolerance required for perfect thread fit and robotic assembly.
The Push for RoHS Compliance
Because solar farms are marketed as “Green Energy,” the supply chain is under intense scrutiny to use environmentally friendly manufacturing processes. All plating specified for modern solar applications must be strictly RoHS Compliant. This means:
- No Hexavalent Chromium: Any zinc or zinc-nickel plating must utilize modern Trivalent passivations.
- No Lead: The tin plating on the busbars and connectors must be 100% pure tin, entirely free of lead (Sn-Pb alloys are banned).
At Platinex Industries, we process thousands of heavy copper busbars and electrical contacts for the renewable energy sector. We operate dedicated, high-capacity, 100% RoHS-compliant Matte Tin and Zinc-Nickel lines capable of meeting the 25-year survival requirements of utility-scale solar. Contact our engineering team to discuss your renewable energy components.